
Una pressa a ” C “

Una pressa chiusa, ad ” O”
 Negli ultimi anni, con la diffusione delle macchine per lavorazioni automatiche, si sono diffuse anche presse monostazione di tipo “monolitico”; ricavate da blocchi di metallo mediante asportazione di materiale con sistemi a controllo numerico.
Negli ultimi anni, con la diffusione delle macchine per lavorazioni automatiche, si sono diffuse anche presse monostazione di tipo “monolitico”; ricavate da blocchi di metallo mediante asportazione di materiale con sistemi a controllo numerico.
Qui a lato una pressa ricavata dal pieno
 Qui a lato una pressa ricavata dal pieno, e particolarmente rifinita
Qui a lato una pressa ricavata dal pieno, e particolarmente rifinita
(oltre alla qualità, qui si paga anche un fattore estetico)
Come detto, queste presse “monostazione” possono eseguire una sola operazione per ciclo di azionamento, e su un solo bossolo.
Questa relativa “lentezza” è compensata da una maggiore economicità e semplicità, ed una insuperabile robustezza; ma soprattutto dall’altissima sensibilità alla leva e dall’elevatissima possibilità di un accurato controllo di ogni operazione.
In genere le preparazioni dei colpi per tiro lunga distanza e di precisione, si effettuano solo su questo tipo di presse.
I più raffinati preferiscono il modello ad “O” in quanto garantisce maggiore allineamento e indeformabilità anche sui calibri più “grossi” e sotto sforzo.
Se pensate di ricaricare cartucce per carabina scegliete una pressa semplice, monostazione, preferibilmente a “O”, in lega di ghisa, o in acciaio; o comunque una pressa in lega ma con una geometria costruttiva che garantisca sufficiente rigidità!

Una pressa ad “O” è praticamente indistruttibile; con questo tipo di presse si possono anche produrre le palle in piombo, imprimendo abbastanza pressione al piombo da inserirlo nelle incamiciature vuote distribuite dalle ditte specializzate. Alla sommità del pistone si possono avere centinaia di chilogrammi di spinta agendo con poca forza sulla lunga leva laterale.
Adatte in pratica per tutti i bossoli, vi sono presse con spazio tra pistone e testa capaci di accogliere munizioni lunghe come il 12.7×99 (.50BMG, con lunghezza finita a 138mm).
A questo proposito, verificate sempre che vi sia lo spazio sufficiente per lavorare con il calibro desiderato (ricordate che prima dell’inserimento, il complesso bossolo+palla è molto più alto rispetto all’altezza della munizione finita).
Tutte queste presse monostazione sono ovviamente meno indicate se dovete produrre molti colpi (centinaia o migliaia), essendo in questo caso un processo molto molto molto lungo.
Anche se magari molto piacevole ….
In generale, e date le attuali possibilità di lavorazione con sistemi automatizzati, anche le presse “monolitiche”, o a telaio chiuso, o “monoblocco ricavate dal pieno” si possono considerare tra le più robuste, assieme alle presse ad “O” chiuse.
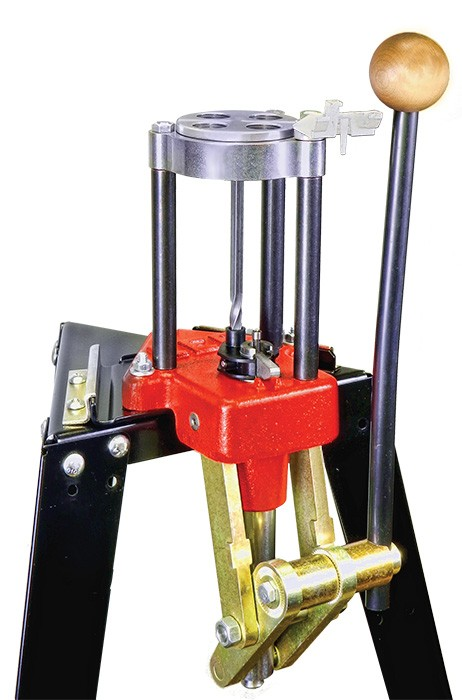
 Le torrette ad H sono dette così per la forma spesso squadrata, con un piano portabossolo che viene spinto contro un piano similare fisso sul quale sono impiantati i dies ed altri accessori (misuratore di polvere, capsulatore ad alimentazione automatica, ecc.).
Le torrette ad H sono dette così per la forma spesso squadrata, con un piano portabossolo che viene spinto contro un piano similare fisso sul quale sono impiantati i dies ed altri accessori (misuratore di polvere, capsulatore ad alimentazione automatica, ecc.).
Il piano mobile scorre guidato da montanti cilindrici; per questo motivo, è importante che tali montanti siano di assoluta robustezza in quanto la loro geometria li vede particolarmente sollecitati.
Tuttavia questa geometria di lavoro non ha avuto particolare diffusione, ed oggi sono pochissime le ditte che propongono presse ad “H”.
 Qui una pressa multistazione Lyman.
Qui una pressa multistazione Lyman.
Questa pressa presenta una testa girevole (manualmente)
che consente di alloggiare fino ad 8 dies;
teoricamente una volta regolata,
si possono utilizzare due calibri diversi.
Con questa pressa, inserito un bossolo, ad ogni azionamento eseguo una operazione sul bossolo andando a ruotare manualmente la testa superiore su cui sono moontati di dies.
 Qui una diffusissima pressa semiprogressiva
Qui una diffusissima pressa semiprogressiva
Lee modello Turrett;
forse la più diffusa in assoluto, data la relativa economicità.
Qui è senza alcun dies (si notano nella testa i 4 alloggiamenti per 4 stazioni (matrici) che ruotano automaticamente).
Con questa pressa, inserito un bossolo, ad ogni azionamento eseguo una operazione sul bossolo ma la testa ruoterà automaticamente ad ogni azionamento.
La famiglia di presse indicata come “progressive” invece aggiunge l’ulteriore rotazione/cambio anche dei bossoli, in modo da garantire una munizione finita ad ogni ciclo di azionamento. Su queste presse spesso si possono aggiungere diversi automatismi (costosi) per alimentare automaticamente i bossoli, gli inneschi, le palle, la polvere, ecc.; o si possono aggiungere motorizzazioni dedicate per … far fare tutto in automatico (una specie di minifabbrica di munizioni).
Ovvero, posso montare 3, 4 o 5 bossoli nel piatto di supporto (o meglio, i bossoli si autoalimentano da un serbatoio), e per ogni azionamento vi sono 3 o 4 o 5 bossoli che vengono lavorati contemporaneamente da altrettante matrici montate su altrettante stazioni.
Ciò implica che è difficile “sentire” e controllare ogni eventuale imperfezione in uno dei bossoli.
ATTENZIONE: molte delle presse progressive sono abbastanza “leggere”, ed in genere puntano più al numero di colpi prodotti che non alla qualità degli stessi. Oppure utilizzano meccanismi complicati nella messa a punto o nella manutenzione.
Anche in questo caso esistono differenze (molte) tra i vari prodotti.
Alcune presse progressive presentano sufficiente robustezza ed affidabilità per poter garantire eccellenti prodotti e costanza di lavorazione.
Ricordiamo che comunque una pressa progressiva avrà una resistenza limitata e decadrà più velocemente essendo soggetta ad una maggiore usura rispetto alla pressa monostazione, anche a causa delle molte parti in movimento e degli automatismi più o meno miniaturizzati.
Resta comunque la scelta ideale per le munizioni “corte”; ma consigliamo sempre di orientarsi su un prodotto valido che poi possa essere utilizzato per diversi anni con tranquillità, e di marchi che garantiscano un reperimento dei ricambi nel tempo (le progressive presentano numerosi componenti che devono essere revisionati o sostituiti nel tempo: mollettine, rinvii, perni, …).
Tra le progressive, le più famose e vendute sono le presse Lee (pro1000, pro4000, LoadMaster) e le presse Dillon (XL650, XL750, RL1100).

qui a lato una Dillon XL750, evoluzione della diffusissima XL650; con già montato l’accessorio per l’alimentazione automatica di bossoli e palle.
Può arrivare a sfornare migliaia di colpi all’ora.
Queste presse sono consigliate per chi produce molti colpi/mese (dell’ordine di migliaia).
Sono prodotti affidabili, con moltissimi accessori, ma anche costosi

qui a lato una Lee PRO1000 con già montato l’accessorio per l’alimentazione agevolata dei bossoli.
Tra le progressive, è una delle più economiche; richiede qualche attenzione nella regolazione, ma consente di produrre centinaia di colpi all’ora.

qui a lato una Dillon 1100
con l’accessorio per l’alimentazione automatica di bossoli e palle,
e con i sensori inneschi e sensore polvere.
Il mercato degli accessori per Dillon è vastissimo; vi sono kit motori che consentono di automatizzare il lavoro arrivando a produrre migliaia di colpi / ora.
Ma ricordiamo che qui l’investimento (con solo qualche automatismo) inizia da un duemila euro in su.

qui a lato una
Lee LoadMaster
Robusta, consente di automatizzare la ricarica anche di calibri “grandi” (fino al .50). Non molto “automatizzata”, ma tra le più robuste.