Attrezzatura: i dies (matrici) e shell holders (reggibossoli)
Le matrici per la ricarica, universalmente conosciute come dies (per i non anglofoni, singolare: die; plurale: dies; in italiano in genere matrici), sono semplicemente dei cilindri in acciaio che vengono utilizzati come “stampi” da usare tramite la pressa di ricarica.
Si montano su una pressa, la quale con un apposito sistema di leveraggi porta la matrice ad agire con molta molta molta forza su bossoli e palle, che sono fatti di materiali relativamente malleabili (ottone e piombo).
Queste matrici sono realizzate in acciaio di elevata durezza; e spesso contengono inserti antigrippanti al carburo di tungsteno (a volte l’indicazione è carbide die); ciascun die è deputato ad uno o più compiti: decapsulare (o disinnescare), ricalibrare il bossolo, svasare il colletto, immettere la polvere, inserire la palla, crimpare, ecc.
I dies vanno avvitati negli appositi fori predisposti nella testa o nel piatto della pressa e, una volta correttamente regolati (vedi oltre), vanno bloccati con l’apposita ghiera filettata per evitare che perdano la regolazione. Per le presse multi stazione è ovviamente necessario montarli in sequenza; se si dispone di una pressa dotata di “auto-index” (dispositivo che ad ogni azione della leva fa ruotare il piatto o la torretta di un passo, posizionando il successivo bossolo o la successiva matrice) occorre predisporre i dies in modo da prevedere le corrette sequenze.
L’interno di ogni die è appositamente sagomato per modellare il bossolo per lo specifico calibro. E’ chiaro che è necessario un set di matrici (dies set) per ogni calibro che si desidera ricaricare.

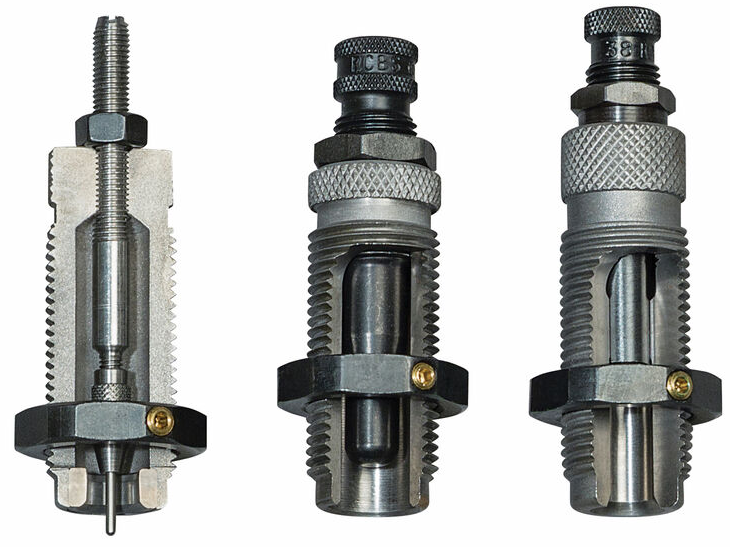
Qui sopra un set di 4 dies della Lee.
Da sinistra: matrice di riformatura e decapsulamento (resizing and decapping die), matrice di espansione (mouth expander die), matrice di inserimento e crimp (seating and crimping die), matrice di crimpatura e riformatura (factory crimp die).
Al centro un bicchierino dosatore per versare la polvere, e (sotto il bicchierino) il reggibossolo (shell holder) per il dato calibro
In sintesi:
⏵ le matrici sono degli stampi che operano sul bossolo per dargli le forme volute
⏵ le matrici vanno montate su una pressa che aiuta ad esercitare l’opportuna pressione per poter plasmare i bossoli in base alle nostre regolazioni
⏵ i bossoli sono tenuti in posizione da apposite basette universalmente chiamate shell holders
Anticipiamo qui la presentazione dello shell holder, dato che va utilizzato in stretto abbinamento con le matrici.
 Lo shell holder
Lo shell holder
Ogni bossolo (o meglio, ogni calibro) ha un proprio shell-holder, o reggibossolo
(è proprio orribile la parola “reggibossolo“, ma non saprei come altro indicarlo).
E’ un fondello di acciaio molto molto resistente, con particolari misure e forme che serve a trattenere il bossolo fermo sul pistone della pressa.
Tiene in posizione il bossolo in fase di “spinta” per l’introduzione forzata nelle matrici.
Ma soprattutto è in grado di agganciare il bossolo ed “estrarlo” dalla matrice in cui è stato forzato.
Le operazioni di estrazione richiedono un particolare sforzo, specialmente quelle di ricalibratura; sono operazioni che possono arrivare a richiedere decine (anche centinaia) di chili di sforzo; pressioni possibili grazie all’amplificazione indotta dalla leva insita nel meccanismo della pressa.
Lo shell-holder è indispensabile per estrarre il bossolo dalle matrici una volta che vi è stato introdotto di forza.
In alcuni casi è successo che si arrivi a strappare il fondello di un bossolo se questo rimane bloccato all’interno di una matrice (ad es. per il grippaggio del bossolo sul die, a causa di sporco, frammenti, ossidazione, o per eccessiva deformazione).
Generalmente lo shell holder presenta al centro in foro passante, utile per l’espulsione dell’innesco spento, o per l’inserimento dell’innesco nuovo.
Alcuni shell holder sono adatti a più calibri, essendo i fondelli dei rispettivi bossoli abbastanza simili.
Ad esempio lo shell holder #2 della Lee, può essere usato per i calibri .45acp, 8×57, 25/06, ed altri.
Il #19 va bene per i calibri 9mm (9×19, 9×21), .38acp, .40S&W, ecc.
Generalmente uno shell holder “adatto” viene già incluso nelle confezioni (set) dei rispettivi dies.
Sono comunque sempre acquistabili separatamente.
Prestate attenzione che la Vostra pressa o il Vostro supporto non richieda shell holder specifici o dedicati (perciò con un attacco non standard).
Purtroppo esistono alcuni produttori (rarissimi) che hanno adottato un proprio standard per lo shell holder (ovviamente per motivi strettamente commerciali, non certamente tecnici).
 qui a lato un esempio di bossoli trattenuti in sede dallo shell holder
qui a lato un esempio di bossoli trattenuti in sede dallo shell holder
Lo shell holder in genere và inserito nella propria sede sopra il pistone della pressa, prima di procedere con ogni operazione di ricarica.
Andrà ruotato nella posizione che si preferisce in modo da avere lo spazio dell’inserimento orientato nella direzione più comoda per la migliore introduzione dei bossoli.
Che, quali, quante matrici usiamo?
Le matrici più usate nella ricarica per arma corta sono 3: il die ricalibratore (che anche decapsula), il die per svasare (per agevolare l’inserimento di polvere e palla), ed il die per inserire la palla e crimpare (chiudere il colletto per bloccare la palla).
Matrice ricalibratrice (sizing – o resizing – e decapping die):
Questo primo die è un cilindro in acciaio durissimo che ricalca la forma del bossolo di una certa munizione; una specie di stampo. Forzando, spingendo con molta forza un bossolo all’interno del die, questo bossolo (che è di ottone, materiale malleabile) viene riformato, viene a ri-prendere la forma che aveva in origine, cosi che possa essere nuovamente utilizzato. Ovviamente occorre una grossa spinta, e questa viene attuata grazie alla pressa che moltiplica la forza applicata alla leva di azionamento.
Le migliori matrici hanno degli inserti di acciaio al carburo di tungsteno: un materiale duro e resistente ma con proprietà antigrippaggio; in questo modo agevolano lo scorrimento del bossolo durante la riformatura, anche senza necessità di lubrificazione, ed in genere evitando che la pressione e l’aderenza alle pareti blocchi il bossolo dentro la matrice (cosa non rara).
Al suo interno questa matrice ha in genere un asta centrale (una sorta di spillo) che “fuoriesce”, sporge inferiormente dalla sagoma e attraverso il foro di vampa presente nel fondo del bossolo permette di spingere via l’innesco sparato (attraverso il foro sul fondello arriva a spingere fuori sede l’innesco, che ricordiamo è inserito a pressione).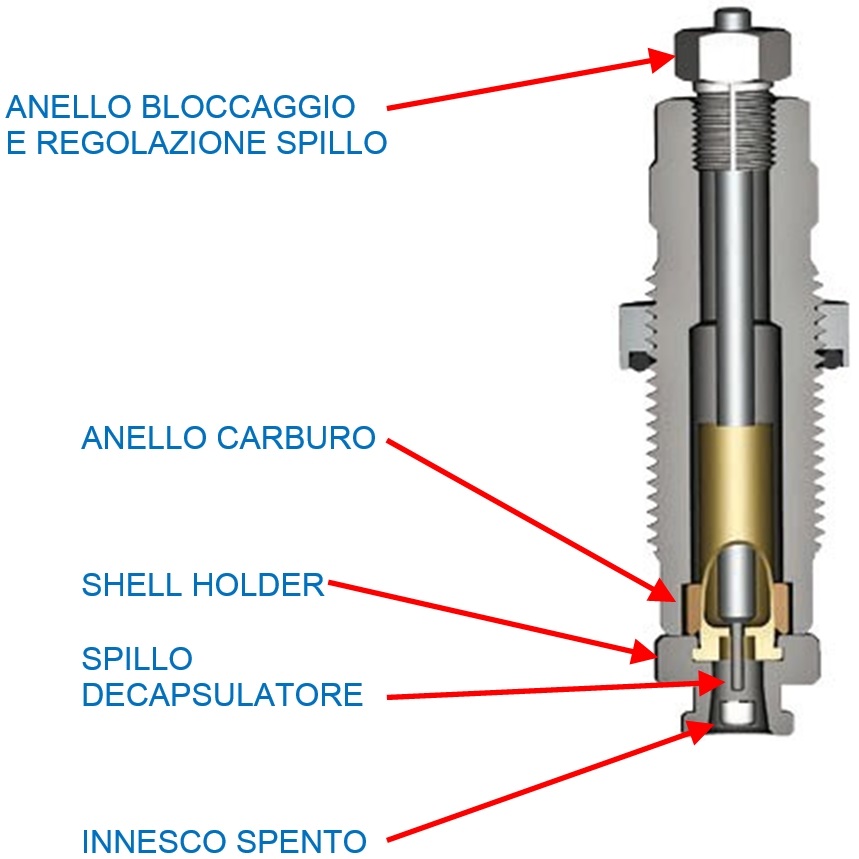
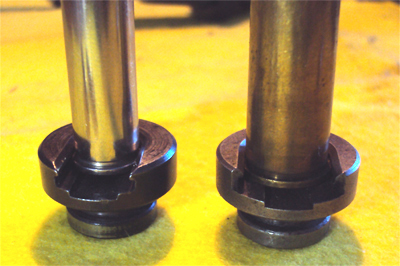
 Qui a lato si nota l’asta di decapsulazione di un die per arma corta (.40, a sinistra) e quella per in die per arma lunga (.223, a destra) in cui sporge il rigonfiamento (oliva) per il ridimensionamento interno del colletto.
Qui a lato si nota l’asta di decapsulazione di un die per arma corta (.40, a sinistra) e quella per in die per arma lunga (.223, a destra) in cui sporge il rigonfiamento (oliva) per il ridimensionamento interno del colletto.
Variante: matrice di solo disinnesco (decapping die)
 Come scritto, la prima matrice di ridimensionamento rimodella l’intero bossolo e contemporaneamente espelle l’innesco già usato (indicato anche come innesco spento).
Come scritto, la prima matrice di ridimensionamento rimodella l’intero bossolo e contemporaneamente espelle l’innesco già usato (indicato anche come innesco spento).
E sempre riallacciandomi a quanto già accennato, è possibile separare le due azioni.
Sono in commercio delle matrici di SOLO decapsulamento (decapping die) universali, ovvero che vanno bene per tutti i calibri, dal più piccolo fino al .50
In pratica è un die come la prima matrice di cui sopra, ma in realtà il “buco” interno è molto molto largo e perciò non tocca le pareti del bossolo, non ridimensiona alcunchè.
In questo modo l’unica azione che esegue sul bossolo è lo spingere fuori l’innesco spento con lo spillo.
Questo decapping die in genere si usa per rimuovere l’innesco dei bossoli prima di pulirli; senza praticamente toccarli. Perciò se sono sporchi o incrostati, non vi è alcuna azione e non si rovina alcuna matrice.
A questo punto, una volta tolto l’innesco, è possibile pulire bene i bossoli, anche nella sede dell’innesco e nel foro di vampa.
Ed andando poi ad operare con i tradizionali dies su dei bossoli puliti (e probabilmente anche lubrificati).
Ovviamente a questo punto il primo die eseguirà solamente l’operazione di riformatura (sizing) non essendoci inneschi da espellere.
Matrice svasatrice (expanding die)
La prima matrice di ridimensionamento rimodella l’intero bossolo ma … prima o poi dovremo inserire la polvere e soprattutto un nuovo proiettile.
 E qui entra in gioco l’expanding die.
E qui entra in gioco l’expanding die.
Questo die semplicemente allarga l’estremità della bocca del bossolo in modo da permettere al proiettile di entrarvi senza forzare troppo, senza trafilarsi sulle sue pareti.
E nel contempo, avendo svasato il colletto, è anche agevolato l’inserimento della polvere. Inoltre con particolari presse (progressive), permette l’inserimento della polvere senza sversamenti.
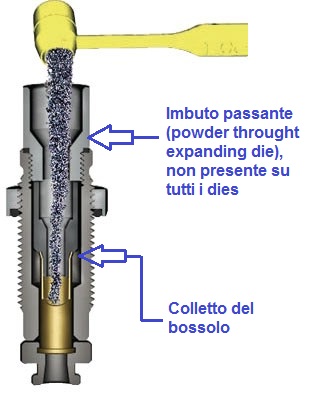
Alcuni dies infatti hanno la parte superiore sagomata ad imbuto per consentire di versare la polvere direttamente tramite il die senza dover estrarre il bossolo (e così evitiamo di spandere polvere).
Sono indicati anche come powder throught expanding die
Vi sono poi kit dedicati per varie presse, che collegano il die di svaso con il dosatore in modo da svasare e versare la polvere durante l’azionamento (in un unico passaggio)
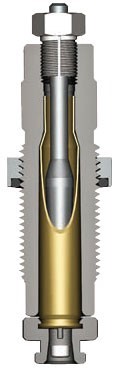
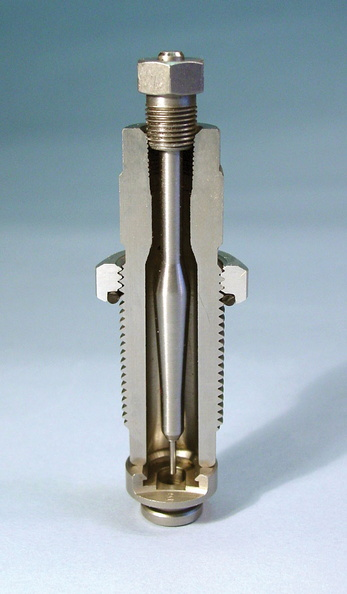
 Qui a lato l’elemento interno al die svasatore,
Qui a lato l’elemento interno al die svasatore,
in cui si nota chiaramente la parte terminale, con il bordo conico in cui si appoggia il bossolo, e che forza l’allargamento in base alle regolazioni che faremo.
Matrice inserimento palla e crimp (seating/crimping die)
Questa terza matrice ha il compito di inserire il proiettile nel bossolo, fino alla giusta misura o profondità, ed eventualmente restringere il colletto (crimp) per bloccare la palla al suo posto in modo che non si muova dalla sua posizione.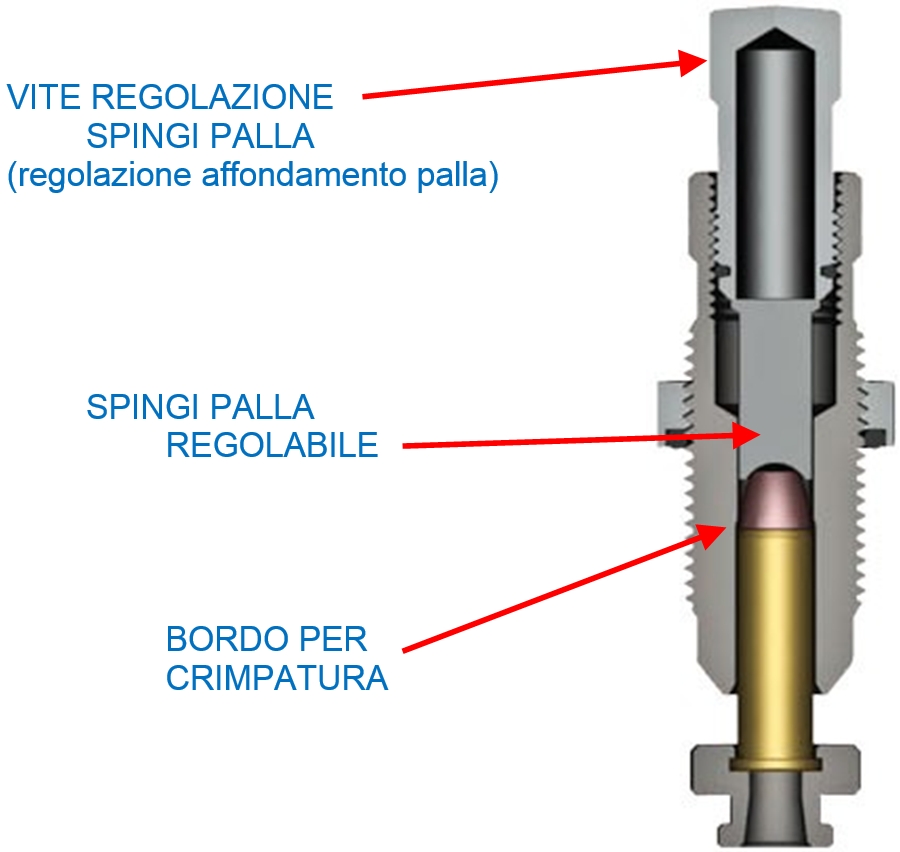
Il proiettile (la palla) va inserito nel bossolo ad una data e precisa profondità. Ricordate anche quanto detto circa le pressioni: se la palla è troppo affondata nel bossolo, la pressione iniziale sarà elevatissima, forse oltre le tolleranze. E se la palla non sarà abbastanza affondata, potrebbe non entrare nel caricatore, o non essere trattenuta correttamente in posizione e muoversi o sfilarsi.
Questa profondità è regolabile tramite lo spingipalla (con la vite di regolazione superiore), e determina la lunghezza finale complessiva ( OAL ) della munizione.
Dato che il bossolo è stato svasato per agevolare l’introduzione della polvere e della palla, si deve anche ri-restringere (crimpare) il colletto per eliminare l’espansione di cui abbiamo detto prima, ed anche per stringere il proiettile quanto basta per trattenerlo in posizione.
Questa combinazione si ottiene grazie ad un “restringimento” all’interno del die che è presente in tutti i dies inseritori e crimpatori; si potrà scegliere il livello di “crimpaggio” regolando l’altezza del die.
Alcuni set di matrici per pistola, come i dies set Deluxe della Lee, hanno quattro matrici. Le ultime due (terza e quarta matrice) separano le azioni di posizionamento palla e crimpatura in due dies separati, con maggiori possibilità di regolazione “di fino”.
Qui si comprende meglio lo sporco lavoro del povero colletto del bossolo;
che viene prima riformato, riportato alla dimensione iniziale (primo die);
poi viene allargato, stirando il materiale (secondo die, svaso);
e poi viene ri-compresso per bloccare la palla (crimp);
e quando sparo viene di nuovo allargato molto molto molto bruscamente.
Il colletto può sopportare questo stress un numero finito di volte. Poi cede; in genere si fessura, si “crepa”.
Quante ricariche può sopportare un bossolo ?
Dipende dal bossolo, dalla qualità, da quanto forte si crimpa, da quanto largo è lo svaso, da quanto larga è la camera di cartuccia.
Ovviamente, stressando il bossolo il minimo indispensabile (diminuendo le deformazioni, per quanto possibile), allungherò la vita del bossolo.
Matrice crimpatrice (taper/factory crimp die)
Questo quarto (e spesso opzionale) die, ha il compito di restringere il colletto per bloccare la palla, e nel contempo di riformare tutta la munizione finita alle dimensioni standard.
Questo die, non usato in tutti i calibri, è a volte indicato anche come factory crimp.
Il factory crimp essenzialmente è una matrice che ricalibra nuovamente la munizione finita (come ha fatto anche il primo die) annullando eventuali piccole deformazioni avvenute durante la ricarica; ed in genere prevede la possibilità di aggiungere un serraggio del colletto (crimp) più o meno accentuato, con una regolazione specifica (opero su una vite superiore, anzichè alzare o abbassare l’intero die).
Se utilizzi questo die, in genere evita di regolare il terzo die perchè effettui anche una crimpatura (che invece effettuerai con questo quarto die).
Perciò regola il terzo die per il solo inserimento palla e un minimo minimo restringimento del colletto, e poi passa la munizione sul factory crimp e completa il crimpaggio voluto.
UNA PRECISAZIONE (ripresa dal sito della rivista “Armi e Tiro“, articolo a cura di Ruggero Pettinelli di agosto 2023, e che qui di seguito riprendo e riassumo):
Tra i “ricaricatori” può capitare di sentire pareri mooolto discordanti sul “misterioso factory crimp die”.
Il fatto è che spesso questo specifico die non è incluso nei set “base” (composti da 3 dies) commercializzati dalle principali aziende produttrici di attrezzature per la ricarica; ed in genere va acquistato a parte (salvo appunto trovare il kit completo con già il quarto die, come ad es. rende disponibile la Lee).Questo fa sì che spesso venga considerato un accessorio superfluo, dedicato ai “precisini” della ricarica, e che in effetti non è importante. In realtà, secondo molti (e anche secondo il sottoscritto) la sua utilità è notevole e, a seconda del calibro e dell’arma, può rivelarsi fondamentale per una elevata precisione delle munizioni che vengono ricaricate.
Cominciamo con il dire che il factory crimp die … in realtà sono due distinti dies, a seconda che si parli di factory crimp per calibri per pistola o per calibri per carabina.
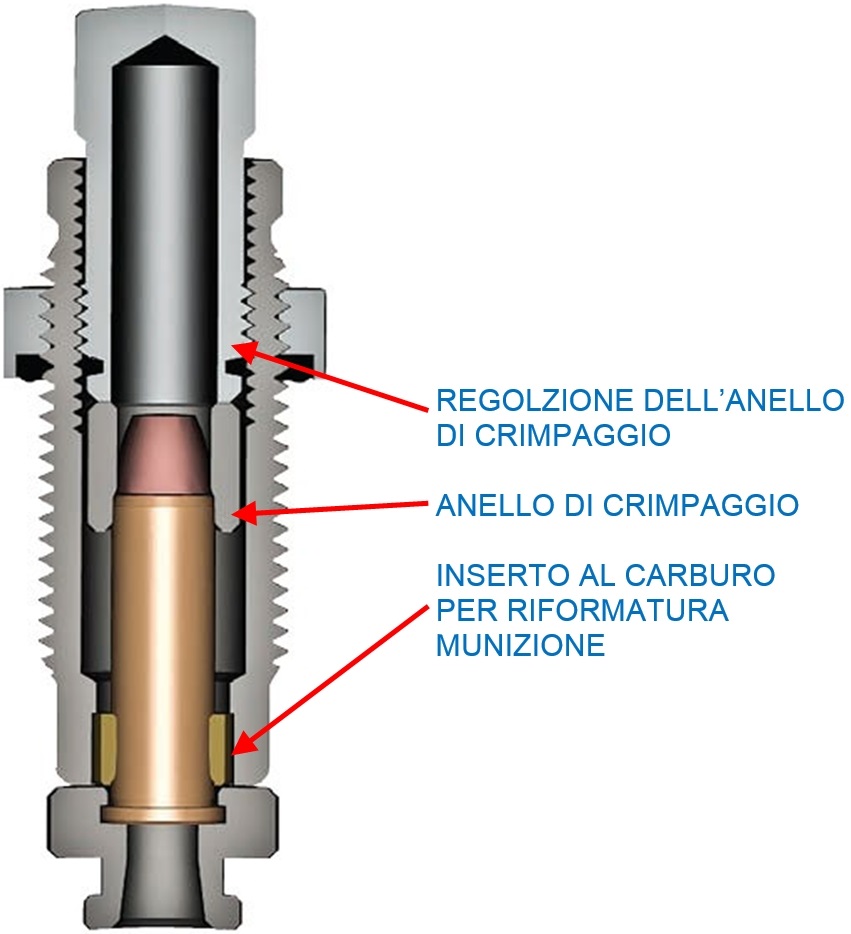
Concentrandoci sul factory crimp per calibri per arma corta, questo è costituito da un cilindro in acciaio con alla base un anello in carburo di tungsteno, e sopra un cappuccio filettato che regola l’altezza di una boccola.
Assomiglia molto al die di inserimento palla, ma vi aggiunge alcune funzionalità particolari. Lo scopo di questo die infatti è duplice: da un lato, con l’anello al carburo di tungsteno, ricalibra nuovamente la cartuccia che è stata appena ultimata, eliminando eventuali “pancette” che possano essersi manifestate (magari per un leggero sovradimensionamento della base della palla, e così via). E’ una specie di primo die (reforming) che agisce però sulla munizione “finita”.
Già questo migliora (e di molto) l’affidabilità di alimentazione nelle camere di cartuccia più “strette”, più “a misura”, come possono essere ad es. le camere di tipo match.
La boccola superiore (in genere in alluminio) e la sottostante ghiera invece, apportano al bordo del colletto del bossolo un leggero ripiegamento sulla palla, un crimpaggio; non accentuato come il roll crimp dei calibri per revolver, ma comunque visibile a occhio nudo. Questo leggero ripiegamento (che in genere non pregiudica la battuta del bordo bossolo contro lo spigolo della camera di cartuccia) consente di migliorare ulteriormente l’affidabilità di alimentazione, e anche di aumentare la resistenza della palla all’uscita dal bossolo, creando quindi una maggiore pressione iniziale e migliorando, di conseguenza, la combustione della polvere (in particolare se di tipo progressivo).
Del tutto differente è il factory crimp per arma lunga, o factory crimp rifle die: in questo caso si tratta sempre di un die al vertice del quale è presente una ganascia a quattro segmenti, che si può serrare in misura maggiore o minore tramite una ghiera godronata. Questo die, destinato principalmente ai calibri a collo di bottiglia (come .308 Winchester, .30-06 eccetera), non esegue alcuna ricalibratura del corpo della cartuccia, ma solo una crimpatura a segmenti sul bordo del colletto del bossolo; questo consente di migliorare il fissaggio della palla al bossolo e, conseguentemente, di migliorare la resistenza iniziale e quindi la combustione.
Il factory crimp può essere utile in particolare per rafforzare la tenuta delle palle (come le Hpbt) prive di solco godronato di crimpaggio, evitando in particolare che, per effetto del rinculo e in circostanze limite, le palle possano fuoriuscire (o spostarsi) dalla posizione ottimale nel bossolo.

Differenze tra taper crimp e roll crimp
La crimpatura di un colletto (o bloccaggio della palla) può essere di due tipi:
- roll crimp (crimp del bordo, dell’orlo)
- taper crimp (crimp del colletto, cilindrico).
Qui di seguito schematizzati i due tipi di crimpatura (ricordate che la palla è fatta di un materiale relativamente “tenero”):
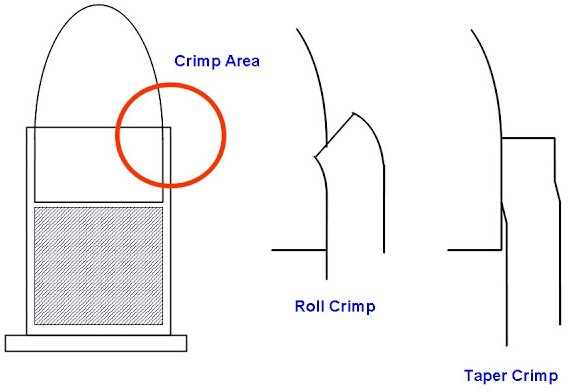
Alcuni calibri richiedono una crimpatura di tipo taper.
Ad esempio quasi tutte le munizioni “a bottiglia” e la maggior parte dei calibri per pistola semiauto.
Questo perché la munizione è tenuta in posizione nella camera di cartuccia in parte dalla conicità del bossolo, ed in parte dal bordo (colletto) del bossolo che si appoggia sul bordo della camera di cartuccia appositamente lavorata.
Nei revolver invece, si usa una crimpatura di tipo roll, molto più “aggressiva” (e più usurante per il bossolo). Il proiettile deve essere saldamente bloccato al bossolo perché durante lo sparo i contraccolpi sul tamburo possono anche far uscire il proiettile dalla sua posizione.