Tra i “ricaricatori” può capitare di sentire pareri mooolto discordanti sul “misterioso factory crimp die”.
Il fatto è che spesso questo specifico die non è incluso nei set “base” (composti da 3 dies) commercializzati dalle principali aziende produttrici di attrezzature per la ricarica; ed in genere va acquistato a parte.
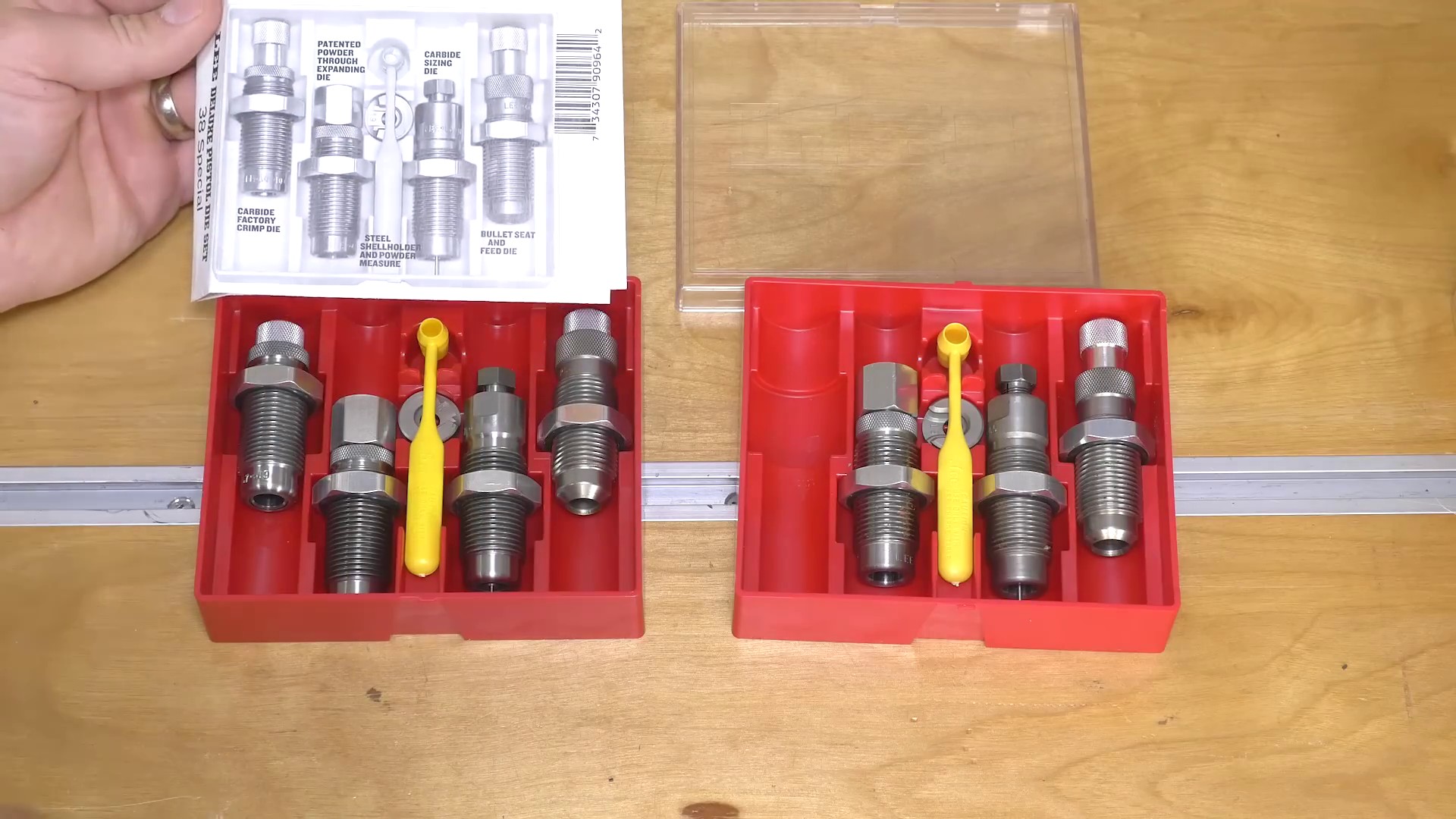
Salvo appunto acquistare il kit completo con già il quarto die, come ad es. disponibile da Lee Precision.
qui sopra le due versioni dei kit dies Lee per calibri per arma cortaQuesto fa sì che spesso questo 4° die venga considerato un accessorio superfluo, dedicato ai “precisini” della ricarica, e che in effetti non è importante.
In realtà, secondo molti (ed anche secondo Ruggero Pettinelli, autore dell’articolo) la sua utilità è notevole e, a seconda del calibro e dell’arma, può rivelarsi fondamentale per una elevata precisione delle munizioni che vengono ricaricate.Cominciamo con il dire che il factory crimp die … in realtà sono due distinti dies, a seconda che si parli di factory crimp per calibri per pistola o per calibri per carabina.
Concentrandoci sul factory crimp per calibri per arma corta, questo è costituito da un cilindro in acciaio con alla base un anello in carburo di tungsteno, e sopra un cappuccio filettato che regola l’altezza di una boccola.
Assomiglia molto al die di inserimento palla, ma vi aggiunge alcune funzionalità particolari.
Lo scopo di questo die infatti è duplice: da un lato, con l’anello al carburo di tungsteno, ricalibra nuovamente la cartuccia che è stata appena ultimata, eliminando eventuali “pancette” che possano essersi manifestate (magari per un leggero sovradimensionamento della base della palla, e così via). E’ una specie di primo die (reforming) che agisce però sulla munizione “finita”.
Già questo migliora (e di molto) l’affidabilità di alimentazione nelle camere di cartuccia più “strette”, più “a misura”, come possono essere ad es. le camere di tipo match.
La boccola superiore (in genere in alluminio) e la sottostante ghiera invece, apportano al bordo del colletto del bossolo un leggero ripiegamento sulla palla, un crimpaggio; non accentuato come il roll crimp dei calibri per revolver, ma comunque visibile a occhio nudo.
Questo leggero ripiegamento (che in genere non pregiudica la battuta del bordo bossolo contro lo spigolo della camera di cartuccia) consente di migliorare ulteriormente l’affidabilità di alimentazione, e anche di aumentare la resistenza della palla all’uscita dal bossolo, creando quindi una maggiore pressione iniziale e migliorando, di conseguenza, la combustione della polvere (in particolare se di tipo progressivo).Del tutto differente è il factory crimp per arma lunga, o
factory crimp rifle die: in questo caso si tratta sempre di un die al vertice del quale è presente una ganascia a quattro segmenti, che si può serrare in misura maggiore o minore tramite una ghiera godronata.
Questo die, destinato principalmente ai calibri a collo di bottiglia (come .308 Winchester, .30-06 eccetera), non esegue alcuna ricalibratura del corpo della cartuccia, ma solo una crimpatura a segmenti sul bordo del colletto del bossolo; questo consente di migliorare il fissaggio della palla al bossolo e, conseguentemente, di migliorare la resistenza iniziale e quindi la combustione.Il factory crimp può essere utile in particolare per rafforzare la tenuta delle palle (come le Hpbt) prive di solco godronato di crimpaggio, evitando in particolare che, per effetto del rinculo e in circostanze limite, le palle possano fuoriuscire (o spostarsi) dalla posizione ottimale nel bossolo.
Terzo die (seater die & crimping die)
 Il terzo die per i calibri da pistola (per i bossoli a bottiglia è il secondo die, non essendoci l’azione di svasatura), questa terza matrice serve ad inserire la palla nel bossolo e, se lo si desidera, ad effettuare un’azione di crimpaggio.
Il terzo die per i calibri da pistola (per i bossoli a bottiglia è il secondo die, non essendoci l’azione di svasatura), questa terza matrice serve ad inserire la palla nel bossolo e, se lo si desidera, ad effettuare un’azione di crimpaggio.
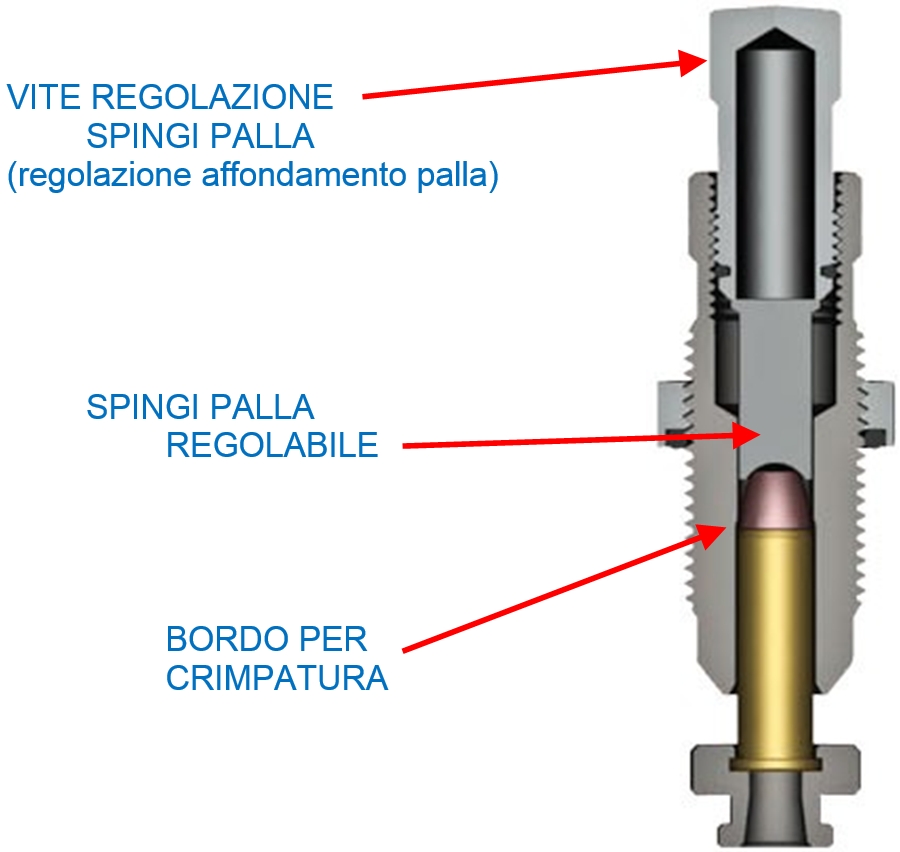
Qui ci concentriamo sul calibro per arma corta. E faccio riferimento alla sezione della matrice che abbiamo già visto nella pagina dedicata ai dies; immagine che ricopio qui a lato.
Il terzo die nei più diffusi kit (per quei kit composti da 3 dies) è formato da un corpo principale su cui si inserisce il bossolo, e da un elemento mobile (spingi palla) regolabile con una vite o una ghiera superiore.
Il corpo interno della matrice non è aderentissimo al bossolo, perciò non riforma alcunchè, ma è una sorta di tubo che serve solo a guidare il bossolo e ad evitare che possano insorgere spanciamenti.
Ad una certa altezza del tubo interno della matrice è presente un bordo di crimpatura: cioè il foro in cui entra la munizione che stiamo assemblando, ad un certo punto presenta un restringimento, una specie di bordino che forza e schiaccia il collo del bossolo facendolo rientrare verso la palla.
Questo bordo è quasi sempre parte integrante della matrice; perciò per aumentare l’azione di crimpatura dovrò abbassare tutta la matrice (e viceversa la dovrò alzare per diminuire l’azione di crimpatura).
La parte mobile superiore è composta da un cilindretto spingipalla, sagomato. In genere le due estremità sono lavorate in modo da accogliere proiettili ad ogiva, round nose, oppure (girando lo spingipalla) più “piatte” tipo wad cutter o tronco coniche. Questo cilindretto è spinto da una vite di regolazione, con cui posso regolare quanto affondare la palla nel bossolo. Affondo che dovrà tener conto delle dimensioni della munizione (OAL), ed anche delle eventuali pressioni conseguenti.
In pratica quando il bossolo viene spinto nella matrice, la palla inizia ad affondare nel bossolo spinta dallo spingipalla; e a fine corsa, solamente per gli ultimissimi decimi di millimetro, entrerà in azione anche il bordo di crimpatura che va a deformare il bordo stringendolo alla palla.
La palla andrà inserita (affondata) ad una data profondità; e tale profondità dovrà tenere conto innanzitutto della massima lunghezza ammessa – O.A.L. – per il dato tipo di munizione.
Se la munizione alla fine risulta più lunga delle dimensioni massime, non sarà camerata (semiautomatiche) o sporgerà dal tamburo (revolver).
Ma la lunghezza varia anche in base al tipo di palla ed alla polvere. Ad esempio nel 38 special è chiaro che con le palle wad cutter usualmente affondate completamente nel bossolo, la lunghezza complessiva sarà ridotta, e le dosi di polvere dovranno tener conto del minore spazio a disposizione nel bossolo (con conseguenti diverse pressioni iniziali).
Prima di proseguire con gli altri casi, riprendo quanto già scritto sui diversi tipi di crimpatura (vedi pagine di presentazione dei dies).
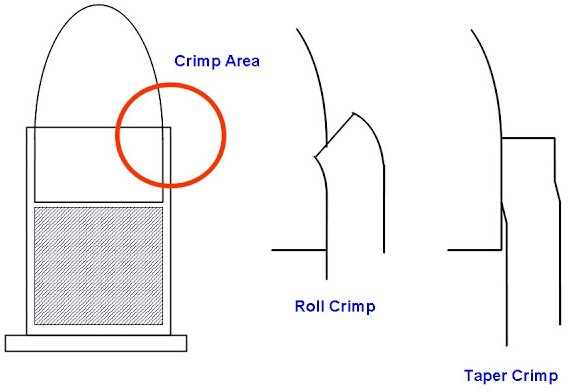
Roll crimp e taper crimp
Alcuni dies per calibro da arma corta eseguono una crimpatura di tipo ROLL CRIMP, adatta cioè per le munizioni da revolver; sono munizioni che per posizionarsi in camera (sul tamburo) usano il fondello del bossolo (vanno in battuta sul fondello orlato, rimmed cases).
Per ricaricare i calibri per pistole semiautomatiche, che vanno in battuta anche (non solo!) sulla bocca del bossolo, occorre una crimpatura di tipo TAPER CRIMP. Che dovrebbe già essere prevista sui calibri specifici (ad es. il 9mm, o il .45acp)
Dovete informarvi, o meglio dovete verificare il tipo di crimpatura che esegue il Vostro die.
Ad es. con il set da 3 die della Lee, in genere il terzo die esegue una crimpatura del bordo del colletto (roll crimp); ma verificate le specifiche per il dato calibro!
In generale, i calibri per revolver sono caratterizzati da un crimpaggio di tipo “roller”.
I calibri per semiautomatiche sono caratterizzati (in genere!) da un crimpaggio di tipo “taper”.
Riporto lo schema (già visto) ad esempio dei due tipi di crimpatura.
Se volete applicare una crimpatura del bordo di tipo “taper” anche per calibri da revolver, dovete utilizzare un ulteriore die specifico.
Spesso disponibile, ma non per tutti i calibri.
Per un utilizzo molto amatoriale come il mio, mi sono sempre rivolto ai prodotti della Lee; che alla data odierna (2024) ha a listino dei “taper crimp die” separati per i calibri 9mm/.38 super/.38acp, 38special e 357magnum, .40/10mm, .44special e magnum, .45acp/win.mag, .45colt e .454 casull, e .500S&W
Ogni marca ha un proprio prodotto cui corrisponde un proprio livello di crimpatura.
Altre marche invece spingono per tenere separate le azioni e propongono separati e specifici dies.