Quarto die (taper / factory crimp die)
L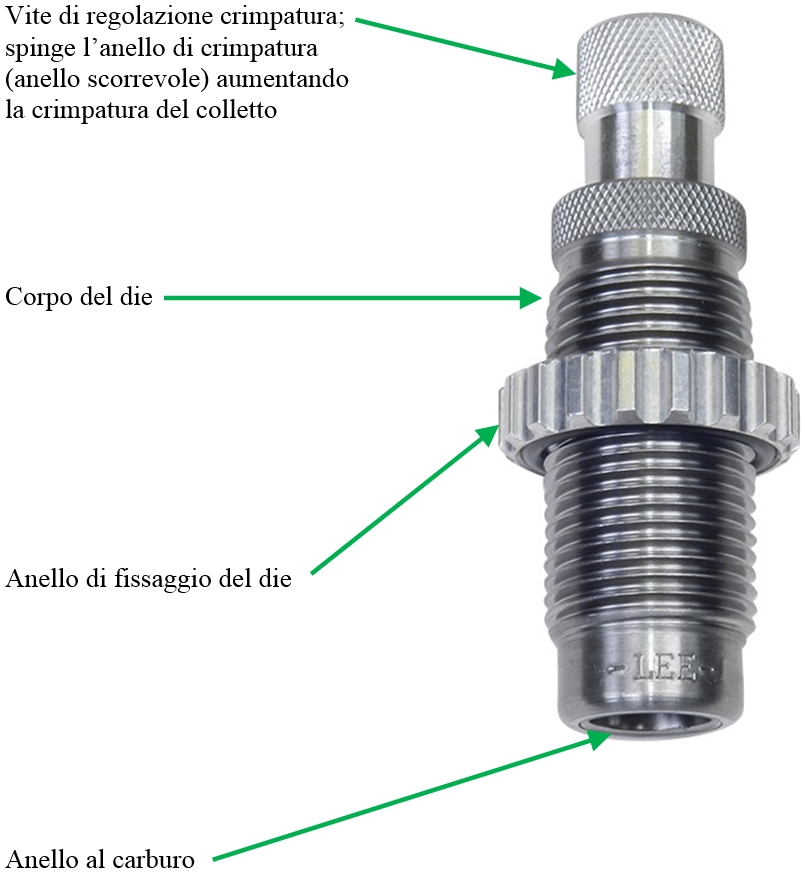 ’ultimo die di cui trattiamo è quello che serve a crimpare la palla quando si preferisce questo ultimo metodo per avere una regolazione “autonoma” rispetto al terzo die.
’ultimo die di cui trattiamo è quello che serve a crimpare la palla quando si preferisce questo ultimo metodo per avere una regolazione “autonoma” rispetto al terzo die.
Qui a lato gli elementi del die (riprendo lo schema già visto):
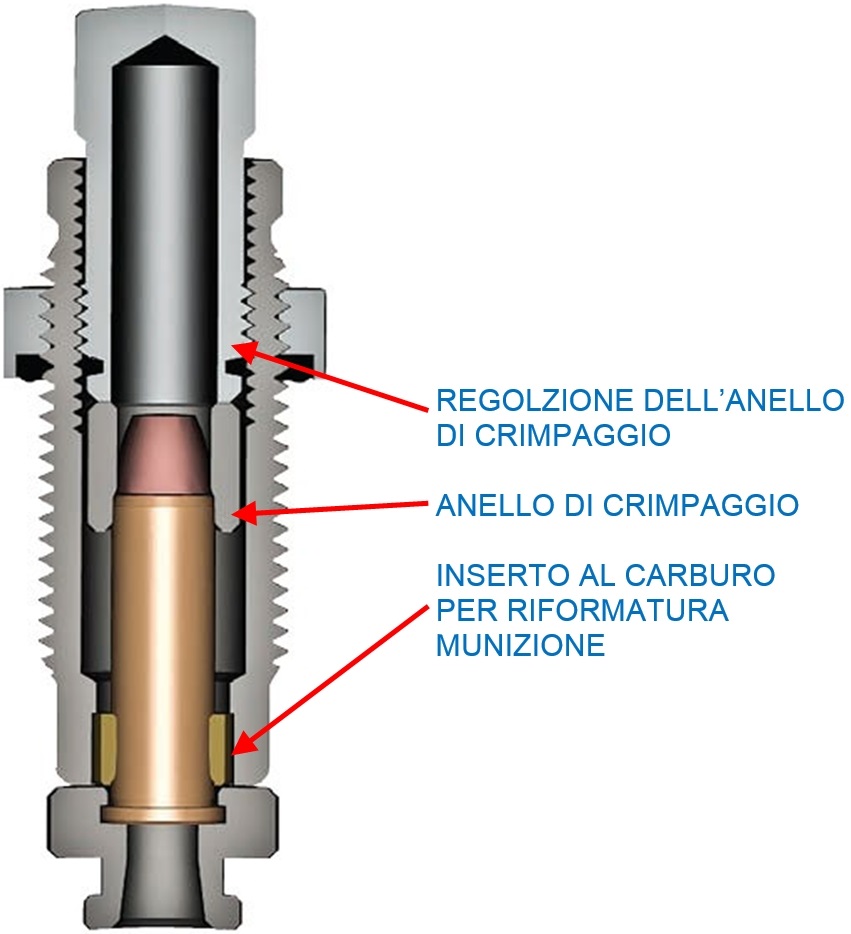 Qui a lato, in sezione, vediamo bene l’anello al carburo (se presente) per la ricalibrazione, e l’anello di crimpaggio che può essere regolato con la vite superiore (in pratica, abbassa il cono che forza il restringimento del bossolo).
Qui a lato, in sezione, vediamo bene l’anello al carburo (se presente) per la ricalibrazione, e l’anello di crimpaggio che può essere regolato con la vite superiore (in pratica, abbassa il cono che forza il restringimento del bossolo).
Se usate questo quarto die, dovreste avere regolato il terzo die solo (quasi) come inseritore palla praticamente azzerando l’azione di crimpatura.
Questo quarto die dovrà essere regolato in modo che il crimpaggio avvenga abbassando la leva della pressa fino in fondo; cioè fino a quando la leva non giunge a totale fine corsa.
Anche questo die deve essere avvitato nel foro della torretta fintanto non arrivi a contatto con lo shell holder in posizione sollevata. Esattamente come il primo die.
La vite di regolazione della crimpatura deve essere svitata quasi completamente.
Iniziamo posizionando una munizione nello shello holder, e la solleviamo inserendola nel die (accertatevi che la vite di regolazione crimp sia quasi del tutto svitata).
Quindi avvitiamo la vite di regolazione della crimpatura fino a che non la si sente venire a contatto con la bocca del bossolo.
Sfiliamo la cartuccia alzando il braccio della pressa, e quindi andiamo a regolare la crimpatura avvitando la vite di regolazione di un quarto di giro (90°) per una crimpatura molto leggera, fino ad un giro (360°) per una crimpatura molto molto pesante.
Potrete trovare il migliore compromesso per le Vostre esigenze andando a regolare questa azione di crimpaggio, procedendo sempre per piccoli passi (regolate 1/4 di giro per volta).
ATTENZIONE: alcune regolazioni del secondo die arrivano a svasare così tanto la bocca del bossolo che questo non riesce ad entrare nel factory crimp. Se capita, è sufficiente chiudere leggermente la svasatura del bossolo utilizzando una leggerissima crimpatura con il die di inserimento della palla.
ATTENZIONE 2: il bossolo viene anche ricalibrato quando entra nel die; una sorta di riformatura (come il 1° die) che corregge eventuali deformazioni durante il processo di ricarica.
 Alcuni die (taper crimp) sono composti da 4 o più elementi che si stringono attorno al colletto del bossolo quando sono premuti contro un profilo leggermente conico che forza la chiusura dei 4 elementi stringendo il colletto.
Alcuni die (taper crimp) sono composti da 4 o più elementi che si stringono attorno al colletto del bossolo quando sono premuti contro un profilo leggermente conico che forza la chiusura dei 4 elementi stringendo il colletto.
Ad esempio sono di questo tipo alcuni taper crimp della Lee, usati soprattutto per i calibri più grossi come il .45, .454, .455, .460, .500
In questo caso, la regolazione deve avvenire regolando l’altezza del die con approssimazioni successive, fino ad ottenere il crimpaggio desiderato.
Ricordate che il limite del die è il punto in cui le quattro fessure si trovano completamente chiuse intorno al bossolo; insistere oltre serve solo a deformare il bossolo e/o rovinare il die.